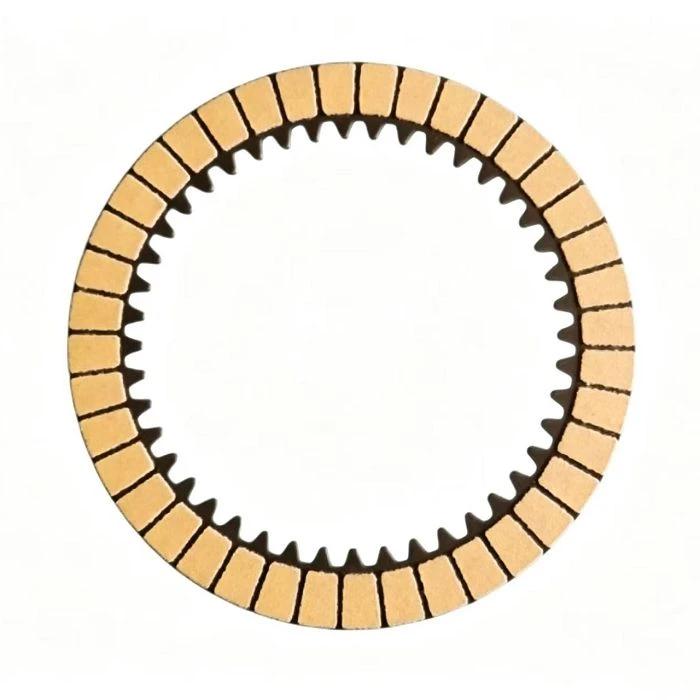
Wet paper-based clutch or brake friction linings are porous fibre composite friction elements designed to operate in oil-immersed conditions. They consist of a paper-based friction layer and a steel core plate, and are characterised by a stable coefficient of friction, smooth engagement, excellent heat dissipation and a long service life. They are widely used in automotive automatic transmissions and in wet clutches or brakes for construction machinery.

Core Structure and Raw Material Composition:
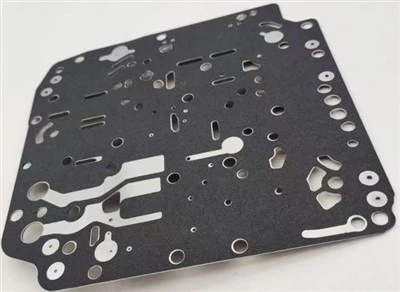
Steel core plate (for support or torque transmission) + paper-based friction layer (for friction or heat dissipation). The surface of the friction layer is often machined with radial or circumferential grooves to accelerate fluid flow, heat dissipation and chip removal. Raw materials (friction layer): Fibre matrix: wood pulp fibres, aramid, carbon fibres (for reinforcement, heat resistance and porosity). Binding resin: Modified phenolic resin (heat-resistant to 180–220°C, bonds fibres and fillers). Functional fillers: Graphite, silicon carbide, copper powder, diatomaceous earth (adjusts coefficient of friction, wear resistance, thermal conductivity, vibration damping).
Production Process
Fibre dispersion and formulation: Fibre + resin + fillers + water; high-speed mixing + ultrasonic dispersion to produce a uniform slurry (concentration 0.05%–0.07%).
Wet-forming of base paper: Forming on the wire → vacuum dewatering → pressing → drying (105–120°C), controlling moisture content to ≤8% and basis weight to 200–500 g/m², to form a porous paper base blank.
Impregnation (critical): Immerse the base paper in a modified phenolic resin solution (concentration 20%–35%), impregnate for 5–20 minutes, controlling the resin take-up to 25%–35%; dry at 50–65°C for 70–75 minutes until semi-cured.
Hot-press curing (core process): Temperature 150–180°C, pressure 2–8 MPa, duration 1–5 minutes, to cross-link the resin and densify the fibres; after cooling, die-cut into ring-shaped friction pad blanks.
Steel core plate treatment: Cold-rolled steel plate stamping → levelling → quenching or tempering → surface sandblasting or phosphating (to enhance adhesion).
Lamination and secondary curing: Bond the friction pad blank to the steel core plate using high-temperature-resistant adhesive → hot press (150–180°C, 1–2 hours) for complete curing.
Finishing and inspection: Precision machining of thickness on a grinding machine (tolerance ≤ ±0.05 mm) → grooving → cleaning → visual, dimensional, coefficient of friction or pressure resistance testing → packaging.
Key Performance (Wet Conditions)
Excellent friction characteristics: coefficient of kinetic friction 0.12–0.18, kinetic-to-static friction ratio 0.82–0.91 (close to 1); smooth, linear engagement with no judder (anti-vibration).
Heat resistance and thermal stability: long-term resistance to 150–180°C, short-term peak of 220°C; rapid recovery from thermal fade (180°C → 120°C, 95% performance restored within 8 seconds).
Porous oil-retention and heat dissipation: porosity 20%–40%, oil absorption 18%–24%; rapid oil film formation and drainage, high heat dissipation efficiency, and resistance to pad burning.
Wear resistance and long service life: wear rate ≤ 1.0×10⁻⁷ m³/(N・m); Bench testing: ≥800,000 cycles at 150°C, 1.2 MPa and 2,500 rpm.
Vibration damping and low noise: The porous structure absorbs vibrations and suppresses 'stick-slip' behaviour, ensuring quiet and smooth gear changes or braking.
Compatible fluids: Compatible with ATF and hydraulic oil; does not swell or delaminate during long-term immersion.
Application Scenarios
|
Category |
Equipment |
Component Type |
Function |
|
Automotive Automatic Transmissions (Core) |
AT (Automatic Transmission), DCT (Dual-Clutch Transmission), CVT (Continuously Variable Transmission), DHT (Hybrid Transmission) |
Wet Clutches or Brakes |
Enable gear engagement, torque transmission and braking lock-up |
|
Automotive Automatic Transmissions (Core) |
Hybrid and Electric Vehicles |
Wet Braking Systems |
Braking operations + kinetic energy recovery |
|
Construction Machinery |
Excavators, loaders, bulldozers |
Wet steering or braking clutches |
Withstands heavy loads and frequent start-stop cycles; dustproof and waterproof |
|
Construction Machinery |
Forklifts, cranes |
Wet multi-disc brakes |
Smooth braking, high shock resistance |
|
Agricultural Machinery |
Tractors, combine harvesters |
Power Take-Off (PTO) |
Stable torque transmission in harsh field conditions, excellent heat dissipation |
|
Industrial and Specialised Equipment |
Machine tools, presses |
Wet clutch or brake units |
High control precision, low operating noise |
|
Industrial and Specialised Equipment |
Ships, railway locomotives, low-altitude aircraft |
Wet transmission or braking systems |
High operational reliability, long service life |
Common Specifications
|
Parameter |
Detailed parameter range description |
|
Total thickness |
1.2–3.0 mm (friction layer 0.8–2.0 mm + steel core base plate 0.4–1.0 mm) |
|
Inner and outer diameter dimensions |
Inner diameter φ50–φ500 mm; outer diameter φ100–φ600 mm, customisable on request |
|
Groove patterns |
Radial grooves, circumferential grooves, cross grooves; selection can be tailored to heat dissipation and chip removal requirements |

Friction lining
Hot Tags: wet paper-based clutch or brake friction lining, China wet paper-based clutch or brake friction lining manufacturers, suppliers, factory